咨询热线:13798909890

聚偏氟乙烯 ( PVDF)树脂是指偏氟乙烯 (VDF)均聚物或 VDF与其他少量含氟乙烯基单体的共聚物,相对分子质量为 15~120万,其重复单元为—CH2—CF2— ,使PVDF树脂兼具氟树脂和通用树脂的特性,有着优良的综合性能。PVDF树脂除了具有良好的耐化学腐蚀性、 耐高温性、 耐氧化性、 耐气候性、 耐紫外线、耐辐射性能,还有压电性、 热电性等特殊性能,其应用范围不断扩大。

PVDF树脂可采用通用热塑性塑料的加工方法进行加工,具体如下所示:
注塑型
注塑是PVDF树脂最常用的加工形式之一,可加工各类容器、板材。一般注塑压力为80~110MPa,机筒温度为220~290℃,喷嘴温度为180~260℃,模温为60~90℃,成型周期为40~60s。
注塑成型条件与产品形状和所用树脂牌号有密切关系,注射成型时模具温度宜高不宜低,模温高,利于物料充满模具,产品外观好,制品的内应力相比模温低的要小。
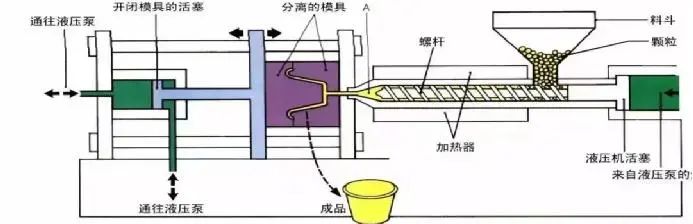 注塑加工
注塑加工
成型压力与模具设计、制品形状有关,模塑收缩率与成型压力、制品壁厚均有关系,成型时要注意,因PVDF熔体黏度大,制品收缩率大,故一般采用螺杆预塑化注射机,长径比通常为20~24,压缩比在2~3之间,注塑模具一般采用优质模具钢,设计时要考虑流道配置的均衡,保证物料在模具中分布均匀;分流道的形状最好是圆形,因为圆形的分流道能把物料压力和温度降低的损失控制在最小程度,保证产品尺寸的稳定性,在分流道的末端还需设置冷料阱。
注塑型可加工生产泵、阀门、管配件和填料塔等,采用挤塑加工方法生产棒、板、管、膜、软管、单丝和电线绝缘层等;挤出型可加工成板材、软管、片材、单丝、电线电缆护套以及异型制品等。此外,PVDF树脂还可以与其他树脂共混改性,如PVDF与ABS树脂共混得到的复合材料,广泛应用于建筑、汽车装饰和家电外壳。
※挤出型
挤出加工PVDF树脂可生产板、棒、管、膜各种产品。一般机筒温度为205~260℃,口模温度为220~275℃。日常多选用单螺杆挤出机,当用于加工PVDF粉料、PVDF基复合材料、PVDF色母料或加有填料的PVDF塑料时,可选用双螺杆挤出机。
PVDF熔体的导热系数较低,约为PTFE、PFA、FEP的1/2,黏度较高且随剪切速率增加而下降,挤出机料筒直径多为30~65mm,螺杆长径比为24、28和32,压缩比在2~3之间,螺杆应选用渐变式,计量段长度应较长些,螺槽深度则与挤出机的直径有关,机头要加工成流线形,保证没有流动死角,同时也需要高度抛光和氮化处理。
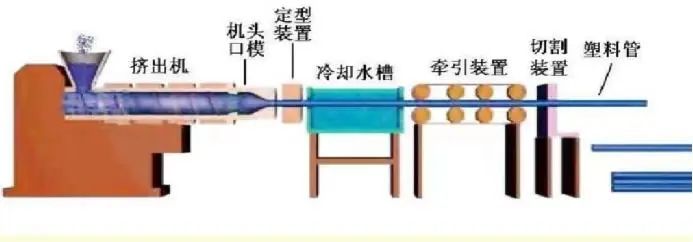
挤出加工
※模 塑
预热 PVDF树脂粉料至 180~190℃,模具保温于160~170℃,于14 MPa压力下保压5min后即可急速水冷;或在此压力下缓冷到90℃出模。常用于加工泵和阀门衬里、 管道、 管件及其他制件。
※极 化
将拉伸过的 PVDF树脂膜的两面用真空镀膜法蒸镀上1层金属膜后作为电极,常用的金属有铝、铜、银,镀层厚度约为0.1μm,再在强直流电场下极化,极化温度为80~100℃极化场强度为500kV/cm,极化时间为30~60min,即可得到压电性较好的PVDF膜。
※浇 铸
以二甲基乙酰胺作溶剂,配成含固体量为20%的溶液浇在铝箔上,经过200~300℃的热熔,快速水冷却,即可制得浇铸 PVDF树脂膜。
PVDF树脂的分散液也可进行喷涂加工。需喷涂的制品经表面处理后加热至250℃左右,用喷枪均匀喷涂,储罐压力为0.01MPa,喷枪空气压力为0.1MPa,喷涂速度为每分钟100gPVDF树脂;将喷涂后的制品在120℃下加热30min,再在240~250℃下加热20min后,就形成了20~40μm厚的完整光滑的PVDF树脂涂层。
东莞市昊恩塑胶贸易有限公司是专业的比利时-索尔维Solef PVDF树脂供应商,提供从材料鉴定、模具设计、成型加工等系列帮助,亦可为客户量身定制各特殊性能的材料,帮助客户提高产品竟争力。咨询比利时-索尔维Solef PVDF树脂价格及应用加工服务热线:13798909890。
电 话:13798909890 传 真:0769-87128563
网 址:http://www.hao-en.com/ 邮箱:dai@hao-en.com
地 址:东莞市樟木头镇百果洞社区塑胶原料市场第三期商铺A61号
东莞市昊恩塑胶贸易有限公司 版权所有
电 话:13798909890 传 真:0769-87128563
网 址:http://www.hao-en.com/ 邮箱:dai@hao-en.com
东莞市樟木头镇百果洞社区塑胶原料市场第三期商铺A61号 粤ICP备17076707号 百度统计
昊恩塑胶公司专业从事塑胶材料、Lexan pc 工程塑料、Delrin塑胶原料、sabic的牌号的相关产品值得客户信赖的品牌供应商。

扫描二维码

加个人微信









